When teams reach the stage where functional metal parts are required, CNC machining often feels like an obvious next step. The harder question usually follows immediately: should this work stay local, or is it time to seriously consider CNC machining in China?
In practice, most problems do not come from choosing the “wrong supplier.” They come from committing to the right option at the wrong moment—when the design is still changing faster than any supplier can reasonably keep up.
This article is not about promoting vendors or claiming that one location is universally better than another. Instead, it helps product and engineering teams recognize when CNC machining actually makes sense, when China becomes a realistic option, and how to evaluate that decision with fewer blind spots.
CNC machining is often treated as a default solution, but it only works well under specific conditions. The real question is not whether CNC machining is capable, but whether the project is ready for it.
CNC tends to make sense when design changes have slowed from structural rework to dimensional refinement, and when teams need to validate fit, assembly, or mechanical behavior rather than appearance alone. At this point, prototype failure carries real downstream cost, making accuracy and repeatability more valuable than raw iteration speed.
By contrast, CNC machining is usually the wrong choice when core design logic is still being revised or when prototypes are needed mainly for visual alignment. In these cases, CNC adds cost and coordination without delivering proportional insight.
Teams that skip this distinction often blame suppliers later for problems that were actually caused by premature process selection.
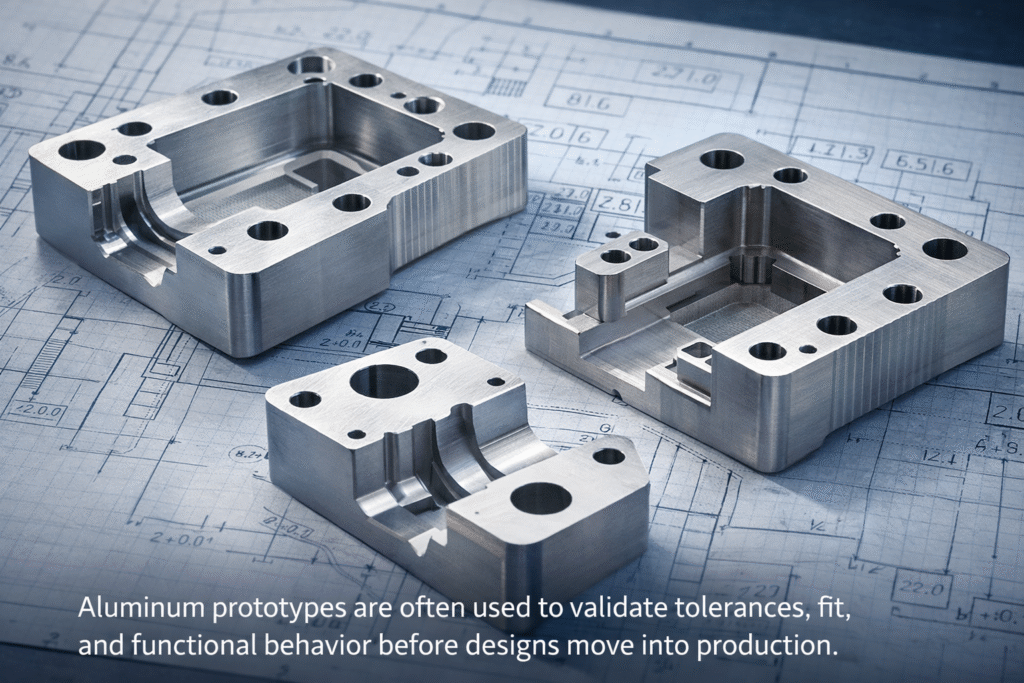
Aluminum is widely used in functional prototyping because it tends to expose design problems rather than hide them. Its mechanical properties and predictable machining behavior allow teams to test parts under conditions that closely resemble real-world use.
This realism is precisely why prototyping aluminum parts becomes a preferred approach once teams move beyond appearance models and start validating tolerances, assembly stack-ups, and functional performance before committing to production tooling.
However, aluminum can also mislead teams if it is used without context. When the final product is intended to be plastic, composite, or extremely weight-sensitive, aluminum prototypes may create false confidence. A design that performs well in aluminum does not always translate cleanly to other materials.
Experienced teams treat aluminum prototypes as diagnostic tools rather than commitments. The goal at this stage is not to lock in manufacturing decisions prematurely, but to surface risks early—while changes are still manageable.
Most teams begin with local CNC suppliers because the early stages of development reward speed, proximity, and easy communication. This approach works well while designs are fluid and quantities are small.
The shift toward overseas CNC usually happens at a specific moment—one driven less by cost and more by execution pressure. Common triggers include the first time 20–50 functional parts are required, parallel testing of multiple design revisions, or when delivery timing begins to affect downstream schedules.
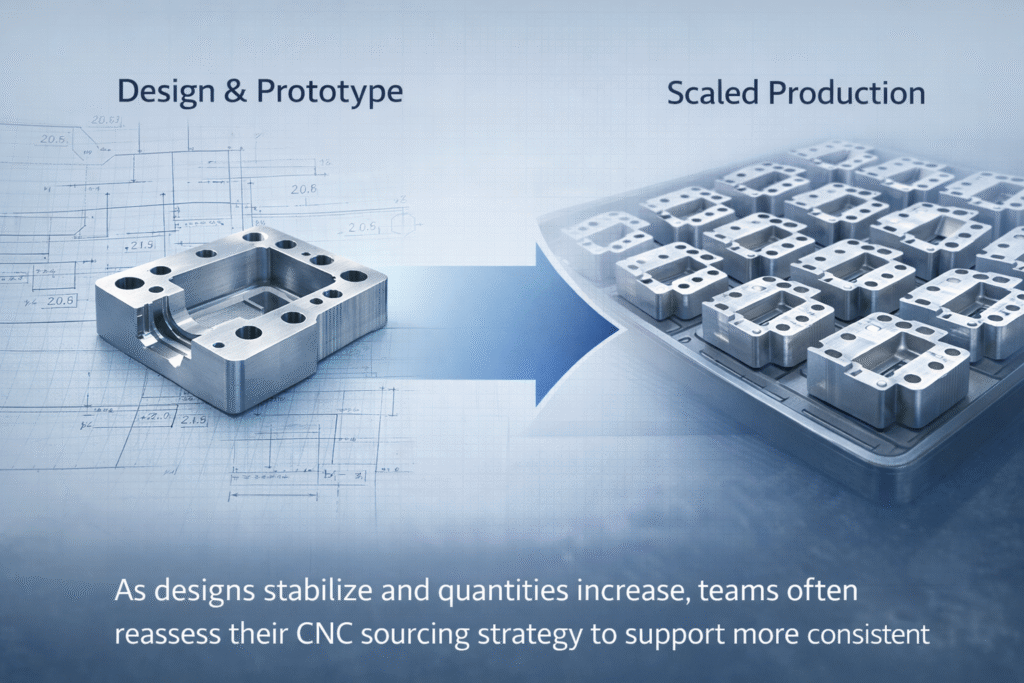
At this point, flexibility becomes less important than repeatable output. Local suppliers that were ideal for early experimentation may begin to struggle with capacity, consistency, or cost predictability as requirements scale.
This transition is also when many teams start evaluating CNC machining services in China—not simply as a cost-saving option, but as a practical response to the need for stable, repeatable output once designs have largely stabilized.
Once teams start comparing suppliers in China, the biggest mistake is treating all evaluation factors as equal. In reality, some considerations matter far more than others.
First priority: engineering communication.
This should be the primary filter—not because it is the most visible factor, but because it is the most expensive one to get wrong. Misalignment here rarely fails quietly; it usually shows up later as rework, schedule drift, or repeated clarification cycles.
Second priority: process stability and repeatability.
A supplier that delivers a perfect sample but cannot maintain consistency across batches introduces hidden risk. Defined workflows and quality checkpoints matter more than a single successful prototype.
Third priority: price.
Cost always matters, but teams that lead with pricing often end up paying for the decision elsewhere—in slower iteration cycles, longer revision loops, or delayed delivery commitments.
Teams that rank these factors intentionally tend to avoid the most common sourcing pitfalls.
Many overseas CNC issues are not technical failures, but expectation failures. One frequent mistake is assuming that a smooth prototyping phase guarantees stable results at higher volumes.
Incomplete documentation is another common source of friction. Ambiguous tolerances or missing assembly context can quickly lead to repeated clarification cycles and delays.
Teams that succeed overseas typically define critical dimensions clearly, agree on revision workflows upfront, and avoid relying on a single metric such as price or lead time. Risk is not eliminated—it is managed.